ESTUDIOS DE CEMENTACIÓN DE ACEROS CON CARBONES VEGETALES NACIONALES
Salazar, Wilmer; Pinzón, Brenitz; Rojas, Jorge; Cumbrera, Jorgito
Programa de Postgrado y Maestría en Mantenimiento de Plantas Industriales Facultad de Ingeniería Mecánica
Universidad Tecnológica de Panamá
Tejedor De León, Alexis
Departamento de Materiales y Metalurgia - Facultad de Ingeniería Mecánica,
Centro Regional de Veraguas - Universidad Tecnológica de Panamá
RESUMEN
El trabajo consistió en, primer lugar, utilizar dos tipos diferentes carbones vegetales nacionales y comparar el grado de dureza alcanzada por un acero hipoeutectoide después de aplicado un tratamiento termoquímico superficial. En segundo lugar, cementar brocas comerciales utilizadas para perforar materiales blandos. Se trataron 10 probetas de acero AISI 1018, introducidas en dos (2) cajas metálicas; una con carbón de mangle (rizophora mangle) y la otra con carbón de nance (byrsonima crassifolia) pulverizado. En la cementación con mangle se alcanzaron durezas promedio de 44.38 RWC, mientras que con el carbón de nance presentaron durezas del orden de 45.27 RWC. y la profundidad de penetración de la templabilidad fue del orden de 0.05 mm. Finalmente, brocas ferrosas fueron cementadas con mezclas a base de carbón vegetal de mangle y de carbonato de sodio al 10% en peso, y sometidas a ensayos controlados de perforación. Las brocas cementadas fueron capaces de perforar más de 10 orificios en lámina de acero de 4.76 mm de espesor, contrario a las brocas no tratadas, las cuales se mostraron ineficientes al realizar la mínima perforación posible.
Palabras claves: carbón vegetal, carburización, mangle, nance, Método Shepherd.
ABSTRACT
The work consisted of cementing a hypoeutectic steel with Panamanian vegetal coals and comparing the degree of reached hardness. 10 test bars of steel AISI 1018 were introduced in two (2) metallic boxes; the one with coal of mangle (rizophora mangle) and the other with pulverized coal of nance (byrsonima crassifolia). In the cementation with mangle they were reached harnesses average of 44,38 RWC, whereas with the coal of nance they presented harnesses of the order of 45,27 RWC. and the depth of penetration of the hardenability was of the order of 0,05 mm Additionally, commercial drill bits were cemented with mixtures with vegetal coal of mangle and sodium carbonate to 10% ( in weight), and put under controlled tests of perforation. The cemented drill bits were able to perforate more than 10 orifices in steel of 4,76 mm of thickness, in opposition to the reels no treated.
Keyswords: vegetal coal, carburization, mangle, nance, Shepherd's Method.
1. INTRODUCCIÓN
La constante necesidad de encontrar nuevos materiales (Vermeulen & van Tooren, 2006), el de prolongar la vida útil de los
materiales metálicos y el de aumentar sus propiedades mecánicas, conlleva a la realización de tratamientos termoquímicos o a la utilización de otros procedimientos que incluyen mejoras en los diseños de prototipos (Jung, Mayor & Ni, 2005).
Diversas técnicas de tratamientos superficiales han sido propuestas, entre ellas: la cementación (Margarido & Robert, 2003); la utilización de recubrimientos protectores a base de carburos metálicos o cerámicos, parecen bastante prometedoras (Dobrzañski & Golombek, 2005). Adicionalmente, se destaca el empleo de técnicas de tratamiento superficial, tendientes a incorporar mejores propiedades anticorrosivos, principalmente a altas temperaturas; como aquellas desarrolladas por Rocha da Cunha, Rizzo e Zeng, (2004).
La cementación, carburización (John et al 2004) o endurecimiento superficial se fundamentada en las leyes de la difusión atómica (Mangonon, 2001), en donde carbono atómico se difunde, desde una atmósfera enriquecida con éste hacia el interior de una superficie metálica, preferentemente un acero al carbono de bajo contenido (Hou, et al 2004).
Normalmente, la cementación se procesa a altas temperaturas, en donde el acero ha alcanzado temperaturas críticas de austenitización y la difusión atómica se procesa con mayor rapidez (Askeland, 1985).Esta técnica termoquímica, encuentra amplias aplicaciones en aquellas piezas ferrosas que deben presentar, cuando en trabajo mecánico, excelentes propiedades superficiales, aunado a resistencias al choque y buena tenacidad junto a una gran resistencia al desgaste (Onwubolu, 2005).
La literatura reporta que concomitante a la cementación, el templado y el revenido se hacen necesarios para "fijar' hacia el núcleo de la pieza tratada, la dureza debida a la aplicación de la carburización (Dobrzanski et al 2003).
Siendo así, el objetivo del presente estudio es verificar la utilización de carbones vegetales nacionales (mangle - rizophora mangle y nance - byrsonima crassifolia) como materia prima cementante y su utilización como promotores de dureza en piezas metálicas ferrosas de bajo contenido de carbono.
2. MATERIALES Y MÉTODOS
½ Kg de carbón vegetal de mangle (rizophora mangle) e igual cantidad de carbón vegetal a base de nance (byrsonima crassifolia) fueron utilizados en los ensayos preliminares de cementación de barras metálicas de bajo contenido de carbono. Las muestras de carbón vegetal fueron pulverizadas manualmente (± 2mm) con el objetivo de maximizar su área superficial específica y fueron guardadas en bolsas plásticas hasta el momento de su utilización.
Los ensayos de cementación se realizaron a dos grupos de 5 probetas de acero 1018 refrendadas y pulidas, con diámetro de 50.8 mm y 4.76 mm de espesor. En el presente estudio se mantuvo un grupo control de probetas, que no recibieron ningún tipo de tratamiento.
Las piezas metálicas a tratar, fueron colocadas ordenadamente y alternadamente entre capas de carbón vegetal pulverizado dentro de cajas metálicas (10x10x15 mm, con un espesor de 4.7mm). Cada caja metálica (dos en total), conteniendo a un tipo de carbón vegetal y las piezas metálicas a tratar, fue cerrada herméticamente. Para el sellado de las cajas se utilizó una pasta compuesta de material arcilloso y una solución acuosa de melaza al 5%. El objetivo de esta mezcla era el de evitar los eventuales escapes de gases de dentro de las cajas de cementación hacia la atmósfera circundante.
Las cajas con sus cargas, fueron llevadas a una temperatura de cementación de ± 900 ºC durante un período de aproximadamente 2 horas.
2.1 TEMPALDO Y REVENIDO
Finalizado el tiempo de carburización, las cajas y sus cargas fueron retiradas del horno de calentamiento y las piezas metálicas extraídas de las mismas. Las piezas metálicas fueron, entonces, inmersas en solución de templado; en este caso agua de la red pública a temperatura ambiente. Las piezas fueron constantemente agitadas, de forma manual, hasta su completo enfriamiento, no hubo reposición de volumen en el medio refrigerante. Seguidamente, las muestras fueron limpiadas y colocadas dentro del horno de revenido y calentadas a ± 250 ºC durante un período de aproximadamente 30 minutos.
2.2 ENSAYOS DE DUREZA Y MÉTODO SHEPHERD
Los ensayos de dureza, fueron medidos mediante un durómetro Proeti Eti-28.0213, con escala de medición RWC y medidas a lo largo de la sección transversal de las piezas y separadas una distancia de 5.55 mm entre lecturas, tal y como se indica en la fig. 1.
Figura 1. Representación de la localización de los puntos seleccionados para la determinación de la dureza de las piezas metálicas estudiadas.
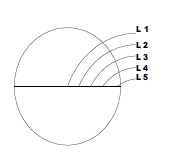
Para determinar la penetración de la templabilidad en las piezas tratadas, las probetas fueron seccionadas transversalmente a lo largo de su diámetro; las secciones frescas fueron pulidas hasta superficie especular y posteriormente sumergidas; durante aproximadamente 25 minutos, en una solución acuosa 1:1 de ácido muriático comercial y agua.
2.3. CEMENTACIÓN DE BROCAS Y ENSAYOS DE PERFORACIÓN
Cinco (5) brocas HSS de bajo contenido de carbono y de diferentes diámetros (10, 8, 6, 5, 4, mm), fueron seleccionadas para tratarlas térmicamente. La cementación se realizó utilizando una mezcla cementante constituida por carbón de mangle (91% en peso) y Na2CO3 (9% en peso). Las brocas fueron colocadas y distribuidas uniformemente dentro de la caja de cementación, la cual fue sellada herméticamente con masa arcillosa indicada. La cementación se procesó a temperatura de ± 820 ºC durante aproximadamente 1.5 horas.
Finalizado el tiempo de cementación, las brocas fueron retiradas de las cajas de cementación y sumergidas en solución de salmuera al 15% como medio de temple. Posteriormente fueron revenidas a temperaturas entre 320 a 400 ºC durante aproximadamente 45 minutos y enfriadas a temperatura amiente ± 27 ºC.
Con el objetivo de verificar el la eficiencia en el tratamiento aplicado, ensayos de perforabilidad fueron realizados. En estos ensayos, se utilizó un taladro de banco Marca Rockwell, a una velocidad de rotación 200 RPM y como elemento a perforar, una lámina ferrosa de 4.76 mm de espesor. En el ensayo se verificó tanto el tiempo como la temperatura alcanzada por la broca para perforar hasta 10 orificios consecutivos.
3. RESULTADOS Y DISCUSIÓN
En la tab. 1 se presentan los resultados de las durezas obtenidas posterior a la cementación de las barras metálicas con los dos tipos de carbones vegetales nacionales estudiados.
Tabla 1. Datos de dureza en las barras metálicas de acero 1018 cementadas a ± 900ºC, templadas en agua (±27 ºC) y revenidas a ± 250 ºC durante ± 30 min.
| Carbón vegetal |
Muestra |
Dureza (RWc) |
| Mangle (rizophora mangle) |
6/32 |
44.56 |
| 7/32 |
41.84 |
| 8/32 |
35.10 |
| 9/32 |
43.14 |
| 10/32 |
45.44 |
| Nance (byrsonima crassifolia) |
6/32 |
42.00 |
| 7/32 |
ND* |
| 8/32 |
49.42 |
| 9/32 |
44.38 |
| 10/32 |
ND* |
ND = No determinados
El promedio de dureza obtenida en las muestras metálicas cementadas con el carbón vegetal de nance fue del orden de 45.27 RWC; mientras que la dureza alcanzada en las piezas cementadas con el carbón vegetal de mangle fue de 44.38 RWC y en lo que respecta a la probeta control, la dureza promedio fue de 2.25 RWC. Lo anterior lleva a suponer que con el tratamiento termoquímico superficial aplicado a las probetas, el incremento en la dureza superficial fue de más del 1000 %. Tal proposición permite elucidar que los carbones vegetales nacionales estudiados sí generan cambios perceptibles en términos de la dureza superficial de barras de acero de bajo contenido de carbono.
Al someter las piezas cementadas al ensayo de Shepherd y utilizando una solución acuosa 1:1 (agua - ácido muriático), se observó una película negruzca de 0.05 mm de espesor, a lo largo de toda la periferia de la sección transversal, tal observación es un indicativo de la magnitud de la profundidad de penetración del carbono como producto del tratamiento termoquímico aplicado.
Con el objetivo de verificar la eficiencia de trabajabilidad de aceros de herramientas, brocas comerciales fueron sometidas a ensayos de cementación utilizando carbón vegetal nacional de mangle; las cuales después de termotratadas se sometieron a pruebas de perforación. Los resultados se presentan en la tabla a continuación.
Tabla 2. Resultados de los ensayos de perforabilidad de brocas comerciales cementadas con rizophora mangle y Na2CO3. Velocidad de giro del taladro: 200 RPM. Espesor de la lámina a perforar: 4.76 mm
| Na orificio |
Broca 4mm |
Broca 5mm |
Broca 6mm |
Broca 8mm |
Broca 10mm |
| t (s) |
°C |
t (s) |
°C |
T (s) |
°C |
t (s) |
°C |
t (s) |
°C |
| 5 |
16 |
52 |
12 |
37 |
27 |
53 |
15 |
50 |
18 |
60 |
| 10 |
23 |
69 |
18 |
58 |
33 |
65 |
20 |
65 |
30 |
75 |
El promedio de dureza obtenida en las muestras metálicas cementadas con el carbón vegetal de nance fue del orden de 45.27 RWC; mientras que la dureza alcanzada en las piezas cementadas con el carbón vegetal de mangle fue de 44.38 RWC y en lo que respecta a la probeta control, la dureza promedio fue de 2.25 RWC. Lo anterior lleva a suponer que con el tratamiento termoquímico superficial aplicado a las probetas, el incremento en la dureza superficial fue de más del 1000 %. Tal proposición permite elucidar que los carbones vegetales nacionales estudiados sí generan cambios perceptibles en términos de la dureza superficial de barras de acero de bajo contenido de carbono.
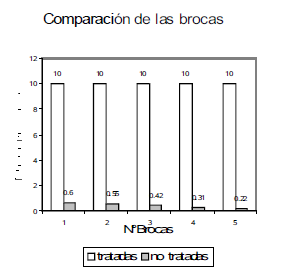
Se observa en la tabla anterior que todas las brocas cementadas fueron capaces de perforar hasta 10 orificios independientemente del diámetro de éstas. Claro está, existen diferencias en cuanto al tiempo de perforación consumido por cada broca, de igual modo existen diferencias en las temperaturas alcanzadas durante las perforaciones producto de la fricción entre la herramienta de corte y la superficie del metal perforado.
Situación contraria fue observada en el congénere de brocas control (no tratadas), ya que todas ellas se mostraron incapaces de realizar la mínima perforación.
Independientemente del diámetro de las brocas no tratadas se observó que transcurrido más de 60 segundos de perforación no había sido taladrada la lámina de ensayos; sin embargo se alcanzaron temperaturas que variaron entre 50 y 80 ºC, producto de la fricción localizada.
Lo anterior se presenta en la fig.2, en donde se observa que las brocas tratadas superaron la cantidad de 10 perforaciones sin mostrar evidencias de pérdida de dureza superficial, independientemente del diámetro de las mismas. No así, fue el caso de las brocas no cementadas. El comportamiento descrito, permite concluir que en efecto, el carbón vegetal de mangle nacional, es una materia prima con propiedades de carburización que puede ser utilizado en la cementación de piezas de acero de bajo contenido de carbono.
Figura 1. Comparación entre las brocas cementadas y las no cementadas en la perforación de una lámina de 4.76 mm de espesor
4. CONCLUSIONES
Finalizado el presente trabajo se concluye que:
La cementación sólida, utilizando carbón vegetal pulverizado, es un tratamiento termoquímico que incorpora dureza superficial a piezas ferrosas de bajo contenido de carbono.
Los carbones vegetales nacionales estudiados se mostraron eficientes, como material de carburización y que las durezas alcanzadas con la utilización del carbón vegetal de mangle y el carbón vegetal de nance, no fueron significativas entre sí.
La utilización de mezclas cementantes de carbón vegetal de mangle y carbonato de sodio, incorporaron resistencia superficial en brocas tratadas, las cuales fueron capaces de perforar más de 10 orificios sin mostrar pruebas evidentes de pérdida de dureza superficial.
5. BIBLIOGRAFÍA
[1] ASKELAND, D., 1985. "La ciencia e ingeniería de los materiales', México: Grupo Editorial Iberoamérica, 556p.
[2] DOBRZANSKI, L.A.; KASPRZAK, W.; ADAMIAK, M.; SOKOVIC, M.; KOPAC, J. & D'ERRICO, G., 2003, " The influence of chemical composition of high-speed steels on the wear during cutting and erosion tests'. Journal of Brazilian Society of Mechanical Science & Engeening [online]. Vol. 25, No.2. pp. 194 - 200 [cited 17 August 2005]. Available:<http://www.scielo.br/scielo.php?script=sci_arttext&pid=S1678- 58782003000200014&lng=en&nrm=iso>.
[3] DOBRZANSKI, L. A. & GOLOMBEK, K.2005. "Structure and properties of selected cemented carbides and cermets covered with TiN/(Ti,Al,Si)N/TiN coatings obtained by the cathodic arc evaporation process'. Material. Research. [online]. Vol.8, No. 2. pp. 113 -116 [cited 15 August 2005]. Available:<http://www.scielo.br/scielo.php?script=sci_arttext&pid=S1516- 14392005000200002&lng=en&nrm=iso>.
[4] GROOVER, M. (1997). "Fundamentos de manufactura moderna, materiales procesos y sistemas' México: Prentice Hall, 1064p.
[5] HOU, P.; MACADAM, S.; NIU, Y. & STRINGER, J., 2004. "High temperature degradation by erosion-corrosion in bubbling fluidized bed combustors'. Materials Research [online]. Vol.7, No. 1. pp. 71-80 [cited 17 August 2005]. Available:<http://www.scielo.br/scielo.php?script=sci_arttext&pid=S1516- 14392004000100011&lng=en&nrm=iso>.
[6] JOHN, R.C.; PELTON, A.D.; YOUNG, L.; THOMPSON, T.; WRIGHT, I.G.; BESMANN, M., 2004. "Assessing corrosion in oil refining and petrochemical processing'. Material Research. [online]. Vol.7, No.1, pp. 163-173 [cited 17 August 2005], Available:<http://www.scielo.br/scielo.php?script=sci_arttext&pid=S1516-14392004000100022&lng=en&nrm=iso.
[7] JUNG, J.; MAYOR, R. & NI, J. 2005. "Development of freeform grinding methods for complex drill flank surfaces and cutting edge contours', International Journal of Machine Tools and Manufacture, Vol. 45, No. 1, pp. 93-103
[8] ONWUBOLU, G.C., 2005. "A Note on: surface roughness prediction model in machining of carbon steel by PVD coated cutting tools'. American Journal of Applied Sciences. Vol.2, No. 6. pp 1109-1112.
[9] MARGARIDO, M. & ROBERT, M.H. 2003. "Production of rheocast slurries by partial melting through alternative thermomechanical treatments'. Journal of Brazilian Society of Mechanical Science & Engeening. [online]. Vol. 25, No.2. pp. 207 - 214 [cited 15 August 2005]. Available:<http://www.scielo.br/scielo.php? script=sci_arttext&pid=S1678- 58782003000200016&lng=en&nr m=iso>.
[10] MONGONON, P. L., 2001. "Ciencia de materiales: selección y diseño'. Pearson Education, México. 824 p.
[11] ROCHA DA CUNHA, A.; RIZZO,F. & ZENG, C. 2004. "Duplex Al- based thermal spray coatings for corrosion protection in high temperature refinery applications. Materials Research. [online]. Vol. 7, No. 1. pp. 189 - 194 [cited 15 August 2005]. Available: http://www.scielo.br/scielo.php?sc ript=sci_arttext&pid=S1516- 14392004000100025&lng=en&nr m=iso
[12] VERMUELEN, B. & van TOOREN, M.J.L. 2006. "Design case study for a comparative performance analysis of aerospace materials', Materials &Design. Vol.